



Qu'est-ce qu'un métier Leavers ? C'est un miracle, une association contre nature entre d'une part le métal, la graisse et le bruit de la machine, et d'autre part le raffinement, la finesse et la délicatesse de la dentelle.
Présentation
Le monstre de plusieurs tonnes d'acier est manipulé par le tulliste, l'un des nombreux corps de métier à intervenir tout au long du processus de fabrication.
Trois éléments fondamentaux permettent de créer la dentelle :
- la matière première est alimentée par les rouleaux (a) : il peut y avoir jusqu'à 200 rouleaux sur un même métier !
- le fil servant à réaliser la couture provient des bobines (b), montées sur chariot (c)
- le motif est lu sur des cartons percés (d) : le principe est un peu le même que sur un orgue de barbarie.

Rouleaux (a) sur métier / Rolls (a) on trade
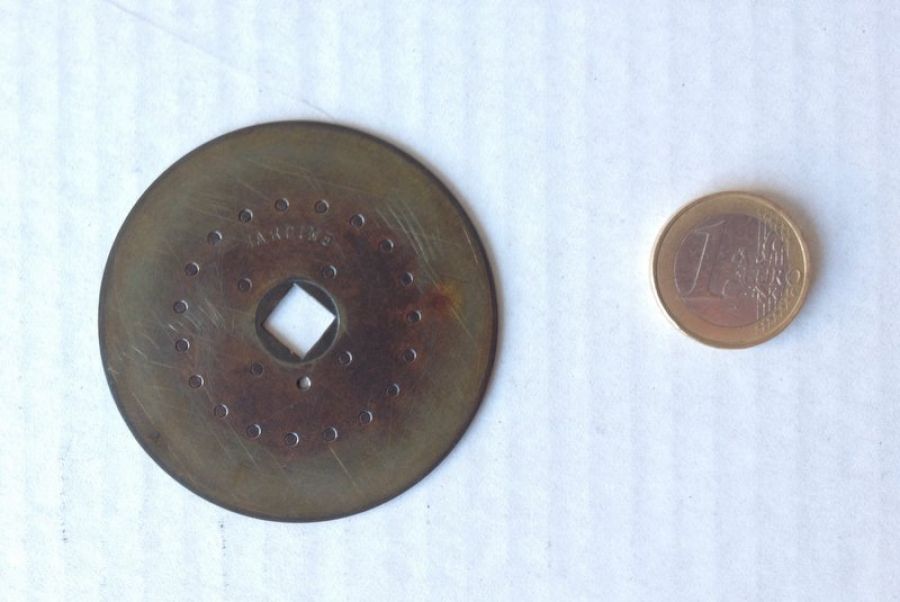
Bobine (b) / Coil (c)

Chariot (c) / Trolley (c)

Ensemble chariot et bobine / Trolley and coil set
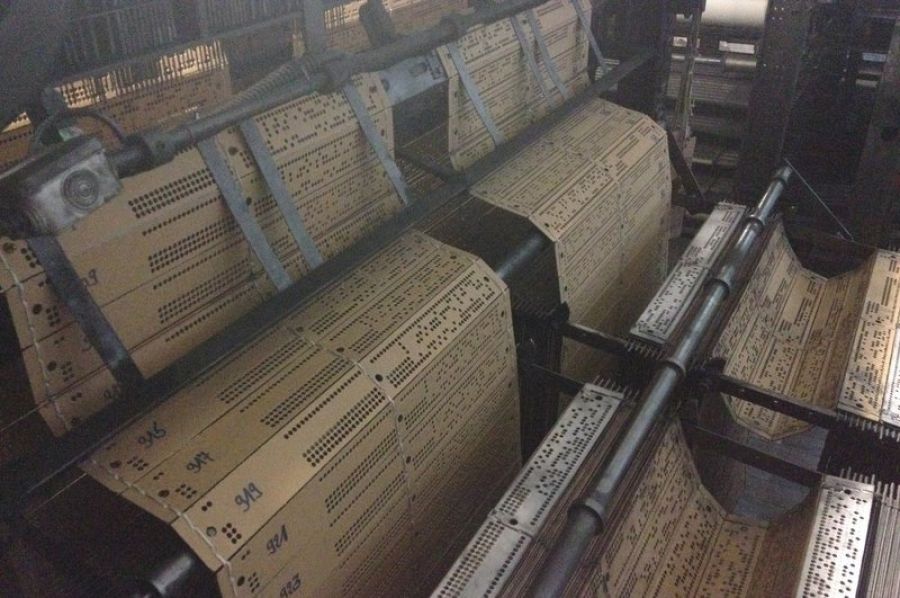
Carton (d) sur métier / Leavers craft cards (d)
La pré-production
La mise en place d'une production est un processus long (plusieurs semaines) : l'inertie liée la sophistication du système est un facteur déterminant dans l'organisation globale du travail au sein d'une entreprise de dentelle.
L'entretien
L'étape essentielle qui permet de préserver l'outil de travail. Les métiers Leavers sont les premiers concernés puisque leur production est définitivement stoppée : de leur préservation dépend l'avenir de la filière. Un mécanicien est donc chargé d'en assurer la maintenance complète. Bon nombre d'autres machines et éléments méritent aussi tout l'attention du personnel : les chariots sont régulièrement retouchés et ébavurés, en plus de l'étape de pressage qui sera décrite plus bas.
La Préparation
Les rouleaux, sur lesquels est mise la matière première, sont approvisionnés en interne : l'opération est appelée OURDISSAGE et consiste à enrouler les différents fils de matière première autour d'une barre métallique. L'occasion pour nous de rendre hommage à l'ourdisseur qui accomplit une tâche complexe et délicate, car simple en apparence mais terriblement complexe : les différentes familles de rouleaux et la diversité des matériaux employés rendent chaque préparation unique... et longue !
Une fois les rouleaux prêts, ils sont remis dans le métier : cette opération est appelée RANOUAGE et demande beaucoup de minutie car le fil de chaque rouleau doit passer dans un trou bien précis et être relié au fil qui était en place.
L'ensemble chariot et bobine
Il est 'sorti' du métier lorsque la bobine est presque vide (elle fournit le fil nécessaire à la couture). Il faut donc la déloger de son chariot (SEPARATION), la vider complètement, la recharger puis la remettre dans son chariot (REMONTAGE). Une fois reformé, cet ensemble est placé dans le métier au fur et à mesure et en cours de production par le tulliste. La SEPARATION et le REMONTAGE sont effectués soit manuellement, soit par un AUTOMATE.
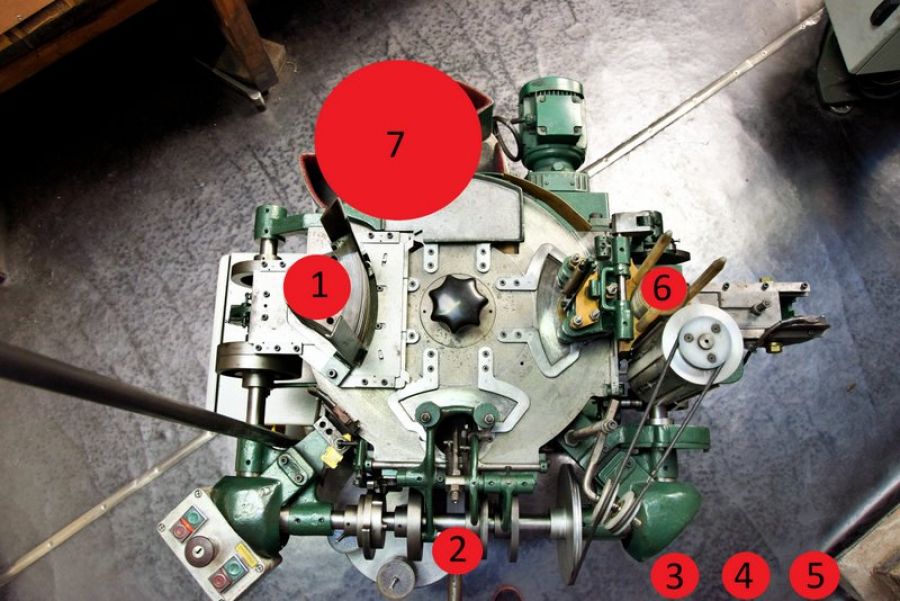
Chemin de la bobine
1 : on présente la bobine encore logée dans son chariot.
2 - SÉPARATION : on la déloge de son chariot.
3 - EXTIRPAGE : le fil restant dans la bobine est enlevé.
4 - BOBINAGE : le bobineur rassemble plusieurs bobines pour les recharger en même temps. Il amorce les fils de manière manuelle puis lance l'enroulage.
5 - PRESSAGE et FOUR : les bobines, désormais complètement chargées, sont placées dans une presse qui passe au four. Le but de l'opération est ici de préserver l'intégrité sur le long terme de la bobine et de rattraper les petites déformations induites par le travail sur le métier.
6 - REMONTAGE : on replace les bobines qui sont automatique remise dans leur chariot.
7 : l'ensemble bobine et chariot est à nouveau prêt à l'emploi

Chemin du chariot
Le chariot est posé sur l'automate : la bobine presque vide est retirée, et une pleine vient prendre la place.
Les cartons
Suite à la création d'un dessin, les courbes et arabesques sont transcrites dans le 'codage' du métier Leavers. On effectue alors l'étape du PERÇAGE.
Une fois percés, les cartons sont noués entre-eux puis placés sur le métier.

La production
Tous les éléments sont installés : le tulliste peut lancer la machine infernale. Cette étape ne sera pas non plus un long fleuve tranquille, le tulliste devant sans cesse être attentif au déroulement, car de nombreux pièges jalonnent le parcours : fils qui cassent, métier qui grippe etc.
A sa sortie, la pièce mesure plusieurs mètres de large par plusieurs dizaines de mètres de long.
La post-production
La finition sur pièce tombée de métier
La pièce tombée de métier est une pièce non teinte. A la sortie de production, la pièce est vérifiée par la raccommodeuse : cette dernière est en charge de traquer et de réparer les éventuels petits défauts.

La teinture - étape externalisée
Une fois la pièce vérifiée, elle part en teinture.
Le clipping - étape externalisée et optionnelle, car fonction du produit final
L'écaillage
Il s'agit ici de retirer les extrémités de la pièce.

Écaillage aux ciseaux / Shearing with scissors

Écaillage ciseaux électrique / Shearing with electric scissors
Raccommodage sur pièce teinte

Broderie - étape optionnelle car fonction du produit final
La brodeuse vient, par dessus la dentelle, broder des motifs et des matériaux supplémentaires afin de sublimer la réalisation.

Vérification et conditionnement
La pièce est contrôlée une dernière fois puis spécifiquement emballée et protégée. Mais le travail est loin d'être fini, le but étant que la magie qui s'est opérée durant toutes les étapes de la production puisse continuer à exercer son charme au travers d'une tenue de Grand Couturier, d'une robe de mariée ou d'un ensemble de lingerie.



